Dużo się działo, jak na jeden dzień.

Bo najpierw rano, zanim jeszcze przyszedłem, zakończył Pan Sławek spawanie końcówek watersztagu. Watersztag mamy z pręta 22mm i zakończyliśmy go widełkami z płaskownika 10mm, w których niezastąpiony Pan Darek wywiercił otwory fi 24.
Dzięki przywiezionej z „Pogorii” przetyczce fi 24 (St. Oficer/Bosman Henio bardzo dokładnie wypytał do czego będzie użyta i podarował nam ją jako zbędną na STS) można było ostatecznie sprawę watersztagu zamknąć.
Pan Mundek, były nasz stoczniowiec, który znalazł zajęcie w Mińsku Mazowieckim, zwrócił się do mnie z prośbą o pomoc w znalezieniu odpowiedniego materiału do naprawy maszyny, na której tam, w Mińsku, pracuje. Ja o konsultacje w sprawie tego materiału poprosiłem telefonicznie specjalistę, materiałoznawcę, właściciela hurtowni stali, Pana Marka. Pan Marek, ponieważ pracuje blisko - przyjechał, skonsultował mnie, a ponieważ jako hurtownik, porusza się na wszelki wypadek półciężarówką, pomógł nam w przetransportowaniu ukończonego watersztagu do Pana Tomka - do piaskowania. Stamtąd pojechaliśmy jeszcze po rozpuszczalnik do ZINO, do Pani Joanny i Pana Pawła i już można było zacząć kłaść drugą, czterocentymetrową warstwę ocieplenia w nawigacyjnej. Dzięki Panu Markowi mogłem uniknąć licznych jazd rowerem, a roztopy mamy właśnie paskudne.
Tymczasem Pan Mundek z Mińska zapowiedział przyjazd Pana Tomka, który remontu mińskiej maszyny doglądać chce osobiście. Pojechaliśmy do Domaniewa, do niezastąpionego Pana Darka. Ale po drodze był Piastów. Tam, w swojej szkutni, Jacek "Dyrektor od Żab" Paluszkiewicz wyrabia nowe oraz remontuje stare łódki. Jacek z naszego, drewnianego kopyta podjął się wykonać formę negatywową budek labiryntowych. Zabraliśmy od niego półfabrykat do dalszej obróbki. Wyglądał kosmicznie wprost! (Półfabrykat, nie Jacek)
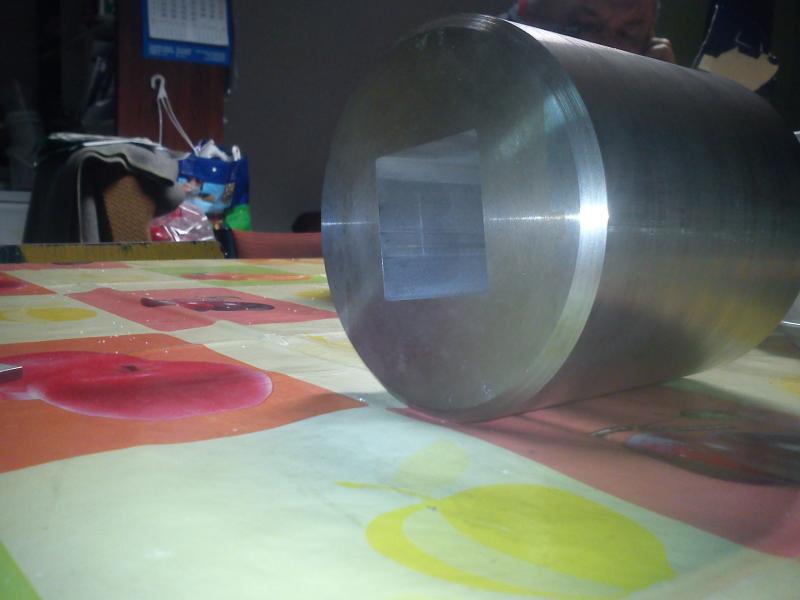
Mnie oraz innym dyletantom mogłoby się wydawać, że jeśli dysponować maszyną, zwłaszcza sterowaną numerycznie, to wykonanie jakieś pracy jest czystą formalnością. Walec stalowy o wysokości 120 mm i średnicy takiejż, miał mieć wydrążony wzdłuż swojej osi otwór o boku 42 mm - zdjęcie główne. Maszyna przy drążeniu pracowała zaskakująco szybko, jak stwierdził Pan Stanisław, operator drążarki - 0,4 mm/min. Rzeczony kwadrat ma obwód 168mm. 168/0,4=420 [min] A to czyni 7 (słownie: siedem) godzin. Nie liczę tu czasu prac przygotowawczych - ustawiania maszyny, korekt, prac zakończeniowych itp. Rzeczywiście, zwykła formalność!
W Domaniewie zostałem napomniany przez Pana Stasia, dlaczego nie odbieram zleconej pracy... Odebrałem widoczny na zdjęciu walec, było też mocne uściśnięcie ręki...








- Zaloguj się, by odpowiadać
- Miniaturka
{kind=link}